Rökgasavsvavlingstornet antar kompositplattor av rostfritt stål som kan säkerställa styrkan och anti-korrosionseffekten hos rökgasavsvavlingstornet, och kostnaden kommer att minska med 4,65 miljoner yuan jämfört med att använda integrerade rostfria stålplåtar. Även om enheten har bra miljöprestanda har den begränsningar i konstruktionsorganisation, konstruktionsteknik, säkerhetskonstruktion och andra aspekter
Kraven är mycket höga, särskilt för svetskonstruktion på plats av kompositplåtar av rostfritt stål i rökgasavsvavlingstorn, vilket är en viktig teknisk utmaning. Effektiva tekniska åtgärder vidtogs under byggprocessen för att säkerställa den övergripande kvaliteten på projektet.
Svetskonstruktionsprocedurer
Svetshantering utförs strikt enligt etablerade svetsprocedurer, och material, svetsstänger (trådar), svetsutbildning, utvärdering av svetsprocesser och annat arbete utförs före konstruktion; Svetsprocessen ska vara strikt konstruerad enligt svetstekniken; Utför oförstörande testning och passiveringsbehandling med syrabetning efter svetsning.
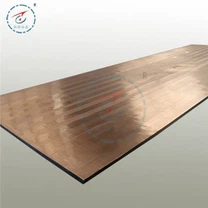
Rökgasavsvavlingstornet använder kompositplattor av rostfritt stål, med ett material och en specifikation på 16MnR+304L och plåttjocklekar på 20+3, 14+3 respektive 10+3. Svetsning av kompositplåtar av rostfritt stål använder olika svetsmaterial för att svetsa beklädnaden, övergångsskiktet och basskiktet, med nyckelpunkten svetsningen mellan beklädnadssvetsen och bassvetsen. Om den vanliga svetsmetoden används, finns det två möjliga negativa konsekvenser. För det första, om svetsstänger av låglegerat stål används för att svetsa basskiktet, kan de smälta in i beklädnaden av rostfritt stål, vilket gör att legeringselement infiltrerar svetsfogen, vilket ökar hårdheten och minskar plasticiteten hos svetsmetallen och lätt orsakar svetssprickor. För det andra, om svetsstänger av rostfritt stål används för att svetsa beklädnaden, kan den smälta till basskiktet av den rostfria stålkompositplattan, späda ut legeringssammansättningen av svetsen och minska plasticiteten och korrosionsbeständigheten hos svetsmetallen. Därför, för att förhindra ovanstående två negativa resultat, används övergångssvetsstänger (svetstrådar) för att säkerställa svetskvaliteten hos kompositplattor av rostfritt stål.
Svetssekvens
För att förhindra fenomenet med sekundär uppvärmning och minskad korrosionsbeständighet hos svetsar i rostfritt stål orsakat av svetsning av det rostfria stålskiktet först och sedan basskiktet, svetsas först de inre svetsarna i basskiktet, de yttre svetsarna på basskiktet rengörs, sedan svetsas det inre övergångsskiktet, och slutligen svetsas det sammansatta skiktet
Försiktighetsåtgärder vid svetsning
1) Svetsning på gräsrotsnivå. Svetsbassvetssträngen får inte vidröra eller smälta kompositmaterialet. Svetsa substratet först, och roten eller ytan på svetssträngen ska vara 1-2mm bort från kompositgränsytan
2) Svetsning av övergångsskikt. Vid svetsning av övergångsskiktet är det nödvändigt att minimera mängden basmetall som smälts och minska smältförhållandet samtidigt som man säkerställer god smältning. För detta ändamål bör svetsstänger eller trådar med liten diameter och mindre svetsledningsenergier användas. Tjockleken på övergångsskiktet bör inte överstiga 2 mm.
3) Svetsning av flera lager. Vid svetsning av beklädnaden bör man vara uppmärksam på att skydda beklädnadens yta för att förhindra skador från svetsstänk. Det är inte tillåtet att slumpmässigt träffa bågar, svetsfixturer och tillfälliga stöd på ytan av kompositskiktet. Ytan på överläggssvetsen ska hållas så plan och jämn som möjligt med överläggsytan. ja
Överskottshöjden på svetsfogen får inte överstiga 1,5 mm.
4) Vid svetsning, försök att använda lågströmssvetsning i flera lager och flerpassage, och kyl långsamt efter svetsning. Svetsning ska inte utföras i regn- eller snöväder, och vindtäta åtgärder ska vidtas för argonbågsvetsning.
5) Förvärmning och eftervärmebehandling bör användas för vinterkonstruktion.
Svetsinspektion
1) Visuell inspektion av svetsar. Ingen porositet, underskärning, bågkratrar, stänk och enhetliga och vackra svetsar.
2) Inspektion av svetsfog. Inspektionsförhållandet för stumsvetsar på huvudet och konen i rökgasavsvavlingstornet är 100 %, och inspektionsförhållandet för andra stumsvetsar är 10 % genom radiografisk testning
Testad 239m, med en godkänd frekvens på 98,6% för en enda inspektion.
3) Mikrostruktur av svetsfog. 304 sida austenit+ferrit; 16MnR sidmartensit+ferrit, mikrostruktur av svetssöm